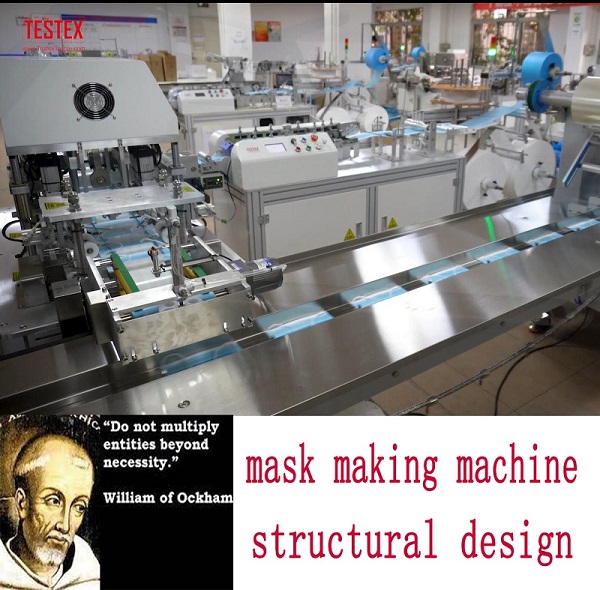
边缘位置控制系统对口罩制造机调试有多大帮助? 不要将实体相乘超出必要
在口罩生产过程中,口罩制造机的调试一直是一个难点。 为了降低调试难度,有的厂家增加了边缘位置控制系统来帮助调试。 但是,控制系统是否实用也是一个很值得关注的问题,咨询了很多口罩机调试人员后得出的结论是:不要在不必要的情况下增加实体,口罩机调试中的边缘位置控制系统是不太有帮助。 下面分享一下口罩机调试和边缘位置控制系统应用的一些经验,希望对大家有所帮助。
目录
★ 口罩制作机调试
要了解边缘位置控制系统是否对口罩机调试有帮助,我们首先要简单了解一下口罩机调试的基本原理和三个阶段。
调试基本原理:通过调整各单元,将无纺布、鼻梁线、耳挂按一定的顺序和结构组合在一起,保证口罩尺寸合适,生产稳定。

第 1 阶段:准备来料
对于第 1 部分和第 2 部分,将无纺布对齐并折叠起来,为口罩主体做好准备。
使用零件3和4拉伸并拉伸鼻梁,以准备切割。

第 2 阶段:制作面罩主体
用5对齐并折叠无纺布的初始形状
6、剪断鼻梁线,送入无纺布中,准备包边
7、面罩体折边,二次成型,准备切割。
8、口罩生产线向前拉
用9和10,控制口罩本体的长度,将口罩本体剪掉。
第2阶段是调试的重点,它将决定面罩主体的尺寸,卷边和形状。

第 3 阶段:切割和焊接耳环
由于边缘位置控制系统在这里不再起作用,这里不再详述。
★ 边缘位置控制系统是否可帮助掩膜机调试?
什么是边缘位置控制系统? 边缘位置控制系统的原理。
边缘位置控制系统主要应用于卷材的横向偏转控制。 由于设备生产和安装精度的限制,材料本身的均匀性受到限制,在关闭或释放线圈时会产生材料的偏转现象。 边缘位置控制系统可以在一定程度上纠正这种偏转。
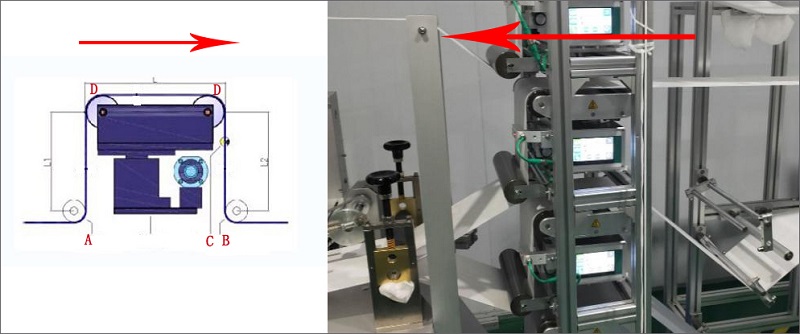
边缘位置控制系统图
A 为偏转端,织物从 A 端进入。 B 为固定端,也是收线辊, C 为传感器,张力辊 D 不动,当织物发生偏转时,张力辊产生摩擦作用在织物上的力具有偏转效果。
当传感器 C 检测到织物位置发生偏转时,它会向控制器发送偏转信号。 控制器依次向驱动器发送校准信号; 驱动器提供校准速度,以沿相反方向推动物料。
边缘位置控制系统可以解决口罩生产中的哪些问题?
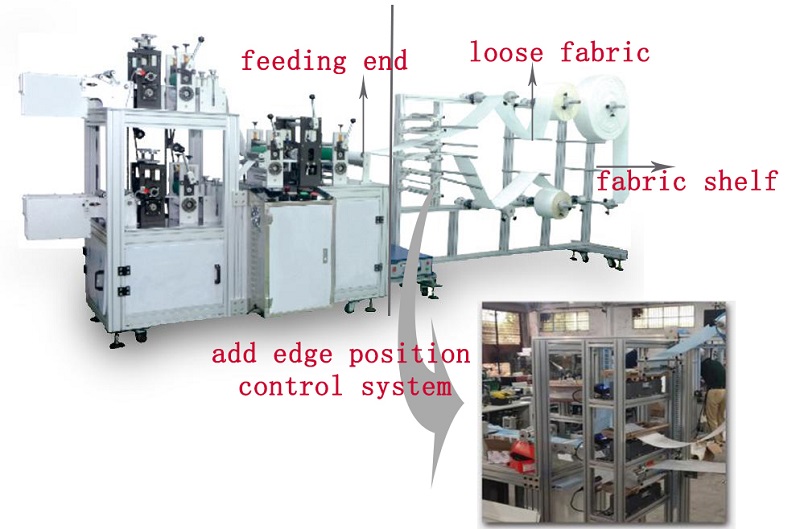
在口罩生产过程中,由于部分口罩机的结构设计(布架过大,离送料端过远),导致转移过程中经常出现布料松散,这是造成布料位置偏移的主要原因。 因此,在松散之后和送料之前,我们需要校正织物偏斜,因此边缘位置控制系统出现将偏斜的织物校正到正确位置。
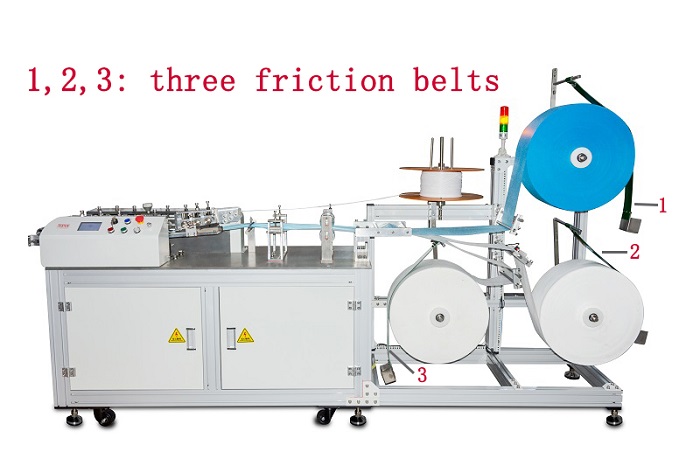
上面我们来看看这款口罩机的结构设计。 织物架结构简单,非常靠近进料端,再加上独特的三摩擦带设计,使织物以均衡的速度向前输送而不会松散。 在实际生产过程中,我们发现采用这种结构设计的口罩机,有效避免了材料偏转现象,使布卷在使用过程中保持织物张力稳定,有效避免二次调试。
影响边缘位置控制系统有效性的因素
一位资深边缘位置控制系统供应商告诉我们,他们最常被问到的问题之一是:“边缘位置控制系统的精度是多少?” 但是,如果您只是得到一个简单的答案,例如“±3mm”。 那么这是不负责任的。 这是因为这里没有提供足够的信息来确定边缘位置控制系统的准确性,无法确定校正的最终效果。
仅根据边缘位置控制系统的设计来询问精度,就像仅根据汽车和轮胎的设计来询问汽车可以停止多长时间。 如果我们不知道汽车的速度和道路状况,我们就不能准确地回答这个问题。
边缘位置控制系统的精度是物料从探头中首次出来时的位置精度,它由三个因素决定:进料的偏差,系统本身的精度以及物料的安装精度。系统。 边缘位置控制系统通常安装在关键过程的上游并尽可能靠近它,以便在进入关键过程时最大限度地减少位置偏差。
边缘位置控制系统可能导致的问题
1 缺乏及时纠正
横向移动的速度是正确精度的重要因素。 一般来说,速度越快,修正偏移的难度就越大。
当横向位置偏移在很短的时间内发生时,我们称之为立即位置偏移。 这种偏移通常发生在织物长度较短或速度非常高时。 这种直接的位置偏移也可能由材料、设备或工艺变化(例如张力的突然变化)引起。 因为这个位置偏移是即时的,这个位置偏移的横向速度是无限的,边缘位置控制系统不能有无限的跟踪速度,因此它是最具挑战性的位置偏移。 对于这种即时位置偏移,边缘位置控制系统将具有偏转滞后。
2不稳定的偏转效果
此外,边缘位置控制系统也会引起织物偏转。 如果控制电路没有正确调整,如果探头的盲点太大或者如果驱动器连接松动/弹跳,则系统会导致织物偏转。 驱动器松动/弹跳的原因有很多:驱动器与框架的连接不良,滚子轴承的轴向微位移,偏转器框架的变形等。此外,每种类型的边缘位置控制系统都有几个重要的方面安装标准:对齐宽度、幅材卷绕角度、摆动中心位置和摆动方向等。如果安装和设计忽略了这些因素的安装要求,系统就会造成织物偏斜和控制不稳定。
边缘位置控制系统在运行中总是存在一定程度的松动/反弹,这会产生两个问题:它直接增加了系统的输出误差,并且使控制回路不稳定,迫使其降低增益并进一步降低系统的准确性。 这对系统连接的安装提出了很高的要求,系统连接必须紧凑,以避免任何松动和弹跳。
当然,关于边缘位置控制系统还有其他因素:例如,驾驶员的极限范围是多少,起步推力是否足够以及织物的线速度是多少……这些都会对织物的结实度产生影响。偏转效应。 另外,如果购买边缘位置控制系统,大约增加了1m2 到位,会增加运输和空间的成本。
综上所述,如果在口罩机上使用边缘位置控制系统,您不仅要考虑系统的偏转能力,还要考虑您的无纺布特性和机器上织物运动的特性。 与边缘位置控制系统可能引起的问题相比,它不是很有帮助,并且我们可以使用改进的设计版本更好地解决织物变形问题。 APL 110面膜机.
相关文章


这篇文章有0评论