Taber Abraser에 의한 섬유 직물 (ASTM D3884) 및 유기 코팅 (ASTM D4060)의 내마모성
차례
★내마모성 테스트 표준의 적용 범위 : ASTM D4060 및 ASTM D3884
ASTM D4060 : Taber 연마기에 의한 유기 코팅의 내마모성에 대한 표준 시험 방법.
많은 기계 부품에는 내 충격성, 내식성 및 내마모성이 필요하지만 대부분의 기판은 이러한 요구 사항 자체를 충족시킬 수 없습니다. 장비 부품의 마모를 줄이려면 장비 부품의 내마모성을 향상시키기 위해 부품 표면에 내마모성 코팅 재료 층을 적용해야합니다.
ASTM D3884 : 직물의 내마모성 표준 가이드 (로터리 플랫폼, 이중 헤드 방법).
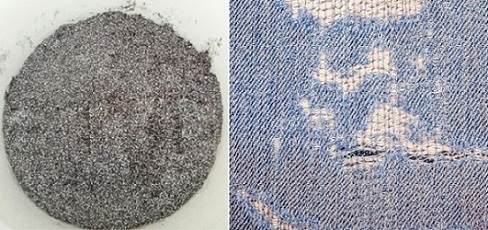
직물의 마모는 다른 물체와 직물의 반복적 인 마찰에 의해 형성된 점진적인 손상을 의미한다. 직물을 사용하는 과정에서 사용하는 경우가 다양하기 때문에 다양한 외부 요인의 영향을 받아 최종 손상까지 내구성을 점차적으로 줄입니다. 연습은 마모가 손상의 주요 원인 중 하나임을 입증했습니다.
★테이퍼 마 모기 / 테이 버 마모 시험기
일정한 압력과 마모 작용 하에서, 회전 플랫폼이 조절 가능한 마찰 장치에 시편 (강성 패널 또는 유기 코팅으로 코팅 된 직물)을 장착하십시오. 시편을 플랫폼에 고정하고 테스트 할면은 연삭 휠의 반대쪽에 있습니다. 한 바퀴는 시편의 외부 표면을 원주 방향으로 문지르고 다른 바퀴는 내부 표면을 원의 중심을 향해 안쪽으로 문지릅니다.
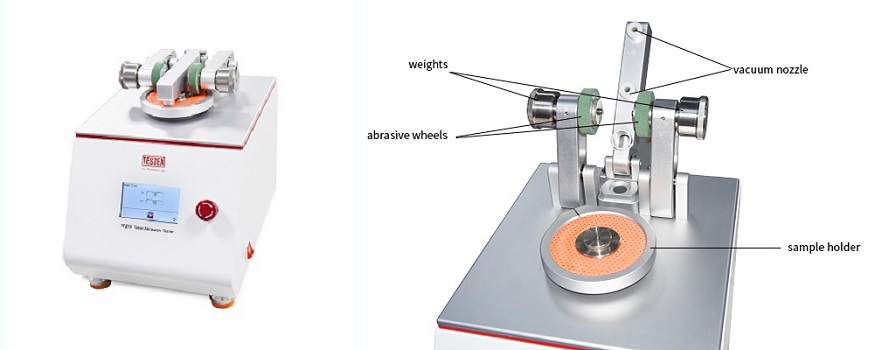
고무 패드, 부목 및 너트로 구성된 샘플 홀더. 회전식 플랫폼에 시편을 고정하고 클램핑 링으로 시편을 고정합니다. 한 쌍의 회전 암, 연마 휠 및 무게가 회전 암에 장착 될 수 있습니다. 연마 휠의 하중은 관련 당사자의 상담 후 다른 중량 (250g, 500g, 1000g)의 중량을 추가하여 조정할 수 있습니다.
연마 휠 : Taber 내마모성 고무 휠, CS-10 또는 CS-17을 사용하는 것이 좋으며, 다른 연마 휠은 공급 및 수요 당사자의 동의를 얻은 후에 사용할 수 있습니다. 접착 재료의 경화가 느리기 때문에 제품 표시 날짜 또는 구매 기간이 4060 년을 초과하는 연삭 휠을 사용해서는 안됩니다. ASTM D12.7에서, 그라인딩 휠의 두께는 0.3 ± 51.9mm이고, 사용되지 않은 그라인딩 휠의 외경은 0.5 ± 44.4mm이며, 그라인딩 휠의 직경은 3884mm 이상이어야한다. ASTM D50에서 연삭 휠 직경은 약 13mm이고 두께는 XNUMXmm입니다.
★테스트 평가 프로세스는 주로 샘플 준비, 샘플 마모, 평가 보고서의 세 단계로 이루어집니다.
1 ASTM D4060 및 ASTM D3884의 샘플 준비 :
| ASTM D4060의 샘플 준비 | ASTM D3884의 샘플 준비 |
| 시편은 직경 6.5mm의 패널 중앙에 구멍이있는 원형 또는 사각형 판입니다. 전형적인 크기는 100mm 디스크 직경 또는 측면 길이가 100mm 인 정사각형이며 시편의 두께는 6.3mm 이하입니다. | 측면 길이 약 15cm, 중앙에 구멍 (ø6mm)이있는 마모 시험을 위해 125 개 조각, 제어용으로 예약 된 25 개 조각으로 정사각형 샘플 125 개를 자릅니다. 너비가 XNUMXmm 이상인 시편의 경우 천 가장자리에서 XNUMXmm 거리에서 샘플링합니다. 너비가 XNUMXmm 미만인 시편의 경우 전체 너비로 샘플링합니다. |
| 관련 당사자들이 달리 합의하지 않는 한, 코팅 플레이트를 (24 ± 23) ℃ 및 2 % ± 50 % 상대 습도에서 5 시간 이상 전처리한다. 동일한 환경에서 또는 즉시 시편을 시험하십시오. | 표준 대기에서 수분 평형을 달성하기 위해 샘플을 사전 조건화합니다. 준비된 시험편을 표준 대기에서 (21 ± 1) ℃의 온도 및 65 % ± 2 %의 상대 습도에서 시험하십시오. |
2 시편 마모
시편의 마모는 주로 ASTM D4060에서 다음과 같은 방식으로 반영됩니다.
2.1 마모 지수 : 마모 지수를 계산합니다. I, 회전 사이클 중량의 1000 배의 손실.
나는 = (A – B) 1000 / C
여기서
A = 마모 전 시험편의 중량, mg
B = 마모 후 시험편의 중량, mg
C = 마모 사이클 횟수.
2.2 체중 감량 : 체중 감량 계산, L, 필요한 회전 사이클의 중량 손실.
패 = A – B
여기서
A = 마모 전 시험편의 중량, mg
B = 마모 후 시험편의 중량, mg
2.3 밀당 마모 사이클 : 밀당 마모 사이클을 계산합니다. W.
승 = D / T
어디에:
D = 기판에 코팅을 마모 시키는데 필요한 마모 사이클 횟수.
T = 코팅 두께, 밀
(1mil = 0.001 인치 = 0.0025cm)
ASTM D3884에는 특정 시편 마모 방법이 없으며 기업에서 일반적으로 사용되는 테스트 절차 만 제공합니다. 시편이 정해진주기 횟수로 마모 시험을 마치거나 다른 요구 사항의 종점에 도달했을 때 표준 요구 사항에 따라 결과를 평가하십시오.
3 평가 보고서
| ASTM D4060의 평가 보고서 | ASTM D3884의 평가 보고서 |
| 컨디셔닝 및 테스트 중 온도 및 RH | 컨디셔닝 및 테스트 중 온도 및 RH |
| 마모 사이클시 코팅 두께. | 실험실 샘플링에 사용 된 샘플링 제품과 샘플링 방법을 설명하십시오. |
| 사용되는 연마 휠 종류. | 사용 된 휠의 종류. |
| 연마 휠에 하중을가합니다. | 사용되는 경우 부하 조정 또는 카운터 무게. |
| 각 시험편에 대해 기록 된 마모 사이클 수. | 진공 흡입 레벨 및 진공 픽업 노즐의 높이. |
| 각 시험편에 대한 마모 지수, 체중 감소 또는 밀당 마모주기. | 잔류 파 단력, 파단 하중 손실률, 다른 종점에서 평균 고장주기. |
| 복제 코팅 된 패널의 내마모성 값의 평균 및 범위. | 마모의 영향을 평가하는 다른 방법을 사용하는 경우 파손 또는 다른 종점을 얻는 데 사용되는 평가 기준을 설명하십시오. |
ASTM D3884에서 평가는 다음을 기반으로해야합니다.
잔류 파 단력 : 잔류 파 단력이 필요한 경우 연마 된 개별 시편과 마모되지 않은 시편의 개별 파 단력을 가장 가까운 0.5kg 유효 자릿수로 계산합니다. 테스트 방법 ASTM D5034 및 ASTM D5035를 사용하십시오. 직물 인장 시험기.
평균 파단 강도 : 평균 파단 강도가 필요한 경우, 연마 된 시험편 및 비 연마 된 시험편의 평균 파단 강도를 로트의 실험실 샘플링 장치에 대해 0.5kg에 가장 가까운 개별적으로 계산하십시오.
파단 강도 손실률 : 파단 강도 백분율이 필요한 경우 실험실 샘플링 장치 및 로트에 대해 다음 방정식을 사용하여 각 길이 방향 및 폭 방향에 대해 개별적으로 내마모성으로 가장 가까운 1 %까지 계산하십시오.
AR = 100(A – B) / A
어디에:
AR = 내마모성, %
A = 긁지 않은 시험편의 평균 파 단력, g
B = 연마 된 시편의 평균 파 단력, g
지정된 종점에 필요한 사이클 : 내마모성 시험의 결과가 규격 또는 계약 조항의 재료에 언급 될 경우, 표준을 통과 / 실패해야하는 요건이 있습니다. 이 표준에는 파단 강도 손실, 얀 파손, 코팅 손실, 광택 손실, 필링 조건, 색상 손실 및 기타 모양 변경이 포함될 수 있습니다. 이 항목에서 마찰 시편은 일반적으로 알려진 테스트 기준과 비교됩니다.
직물의 내마모성은 일반적인 물리적 테스트 항목 중 하나이며, 마모, 마모 및 파손의 경우가 많습니다. 직물의 실제 마모를 시뮬레이션하려면 다양한 형태의 직물을 전달해야합니다. 마모 / 마모 / 필링 저항 테스트직물의 내마모성을 종합적으로 분석합니다.
관련 게시물



이 게시물에는 0 개의 댓글이 있습니다